
Accumulation Conveyor 101: Understanding Minimum and Zero Pressure
Joe Campbell | 16 June 2016
When designing your conveyor system, you will most likely find yourself in the situation to need some sort of accumulation conveyor. Whether that accumulation is belted or roller, minimum or zero pressure, or fixed zone or dynamic, Bastian Solutions is here to help. This article will document the different types, various applications, and tips and tricks of accumulation conveyor. There are many different brands and types of accumulation conveyors available, however there are two main technologies at the accumulation core: minimum pressure and zero pressure.
Minimum Pressure Accumulation Conveyor
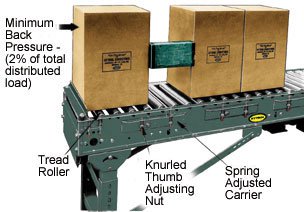 Minimum pressure conveyor is typically comprised of a belt driven roller conveyor with some type of adjustment to allow for the drive of rollers to be increased or reduced. This is seen with Hytrol’s 190-ACC minimum pressure conveyor – a belt driven roller conveyor with knurled thumb adjustability of a spring that lowers and raises the belt driving against the rollers carrying the product as seen in the picture. This adjustment can bring down back pressure to a mere 2% of the total distributed load. This ensures that when product is driven together at the end of the line, the pressure of the upstream boxes will not crush the first carton to reach the end.
Minimum pressure conveyor is typically comprised of a belt driven roller conveyor with some type of adjustment to allow for the drive of rollers to be increased or reduced. This is seen with Hytrol’s 190-ACC minimum pressure conveyor – a belt driven roller conveyor with knurled thumb adjustability of a spring that lowers and raises the belt driving against the rollers carrying the product as seen in the picture. This adjustment can bring down back pressure to a mere 2% of the total distributed load. This ensures that when product is driven together at the end of the line, the pressure of the upstream boxes will not crush the first carton to reach the end.
Zero Pressure Accumulation Conveyor
 Zero pressure conveyor will use a type of sensor to segregate the conveyor into various sized zones that will accumulate your product. While older versions of zero-pressure conveyor used pressure contact rollers to divide the conveyor into zones, today’s accumulation conveyors use different kinds of photo-sensors.
Zero pressure conveyor will use a type of sensor to segregate the conveyor into various sized zones that will accumulate your product. While older versions of zero-pressure conveyor used pressure contact rollers to divide the conveyor into zones, today’s accumulation conveyors use different kinds of photo-sensors.
The most common of zero pressure conveyor uses rollers for transport of containers while using a retro-reflective photo-eye to accumulate products into zones, such as seen in Bastian Solutions’ RZPDC zero pressure DC roller conveyor. The first box will travel down the conveyor and stop at the last photoeye and then when the next box comes down, it will stop at the previous photoeye not touching the first box, hence the term zero-pressure. This becomes very important when trying to convey various sizes and weights of product as the boxes should not come into contact with each other. Even though they are not supposed to hit each other, sometimes heavier boxes may coast or slide through a stopped zone. When the utmost control is needed, belts can be supplied the length of each zone of zero pressure conveyor. This type of conveyor is known as belted zero pressure conveyor and can help convey even the most difficult types of product.
When to Use Accumulation Conveyor
Accumulation conveyor can be used in a conveyor system when trying to buffer product prior to sortation, when merging product together, or at the end of the line where an operator will unload, among other uses. Knowing the right type of accumulation conveyor to use will play a large part in how efficiently your conveyor system handles your product.
Minimum pressure conveyor must use some sort of physical stop to start the accumulation, such as a blade stop. Since minimum pressure conveyor is always running, once the physical stop is lowered, the products will be released with the same driving pressure in which they were being held with. The cartons can be singulated out by raising and lowering the physical stop and by possibly implementing a brake upstream of the stop holding back product.
With the various uses of zero pressure conveyor, it is truly a very useful tool in designing a conveyor system. With the use of photo-eyes and accumulation software, anything from standard buffers to controlling spurs and merges can be used with zero pressure accumulation conveyor. This type of conveyor can also be used in a fixed or dynamic zone allocation mode. The fixed zone mode takes the one zone length and assigns one product to that zone; this zone must be longer than the longest product being conveyed.
There is also dynamic zone mode that can be designed based on the average zone length which uses the conveyor’s zone length and then allocates an actual number of zones based on the product’s overall length. For example, if the conveyor is built up using 24-inch zones, a 21-inch box will be assigned one zone, or 24 inches, while a 36-inch box will be assigned two zones, or 48 inches. As cartons are transported or released, a gap equal to the length of one base zone is created between the cartons, regardless of the carton length. Upon releasing, zero pressure accumulation conveyor can either slug or singulate (or a combination of both) boxes out of the zones.
Slug mode versus singulate mode can be best described by the difference between a stoplight and a stop sign: slug mode releases all the boxes at once (stoplight), while singulate mode releases cartons one by one (stop sign). Slug mode is typically used in high-speed merges or in other high-speed applications, while singulation mode is used in lower speed applications or at the end of line / interfacing with operators.
Minimum pressure conveyor, while very useful and cost efficient, should only be used with consistent sizes of boxes and similar weights. This is due to the fact that boxes will come into contact with each other and if one carton weighs significantly more than the next, there may be some issues with damaging the lighter box. Also, if carton handling is required such as boxes cannot be side by side entering a divert, minimum pressure conveyor must only be used with similar sized boxes that do not have a chance of becoming side by side. Where minimum pressure conveyor does not meet the specifications, it is usually recommended to use a zero-pressure style of accumulation conveyor.
Ask Bastian Solutions today to help you out with your accumulation conveyor needs. We look forward to hearing from you!
Joe is a District Director of Regional Solutions at Bastian Solutions. He has a Bachelor of Science in Mechanical Engineering from Indiana University - Purdue University at Indianapolis. He leads several teams of talented project and application engineers supporting many customers with automation and material handling needs throughout the MidSouthdistrict.
Comments
No comments have been posted to this Blog Post
Leave a Reply
Your email address will not be published.
Comment
Thank you for your comment.