
10 Tips for Setting Up a Label Print and Apply System
Matt Adams | 19 May 2015
Label print and apply systems can greatly increase system efficiency, but they have to be setup properly. Here are 10 tips to get you started.
Automatic print and apply units (P&A) can be tremendously helpful in labor reduction and product throughput if done correctly. They can also cause a lot of downtime and operator headaches if done incorrectly. The intent of this article should be to spark focus and attention to design considerations before implementation. This can be used as a guide and hopefully generate interest in systems of this nature.
I will talk about 10 main areas to consider when designing a label print and apply system, and figure 1 will be a guide for the different areas discussed. This example conveyor system tamps labels to continuously moving product on a flat conveyor belt. A perfect use for this would be applying a top shipping label. Keep in mind, the product has to have a nice flat surface for the printed label to adhere to but the length, width, and height of the product can vary.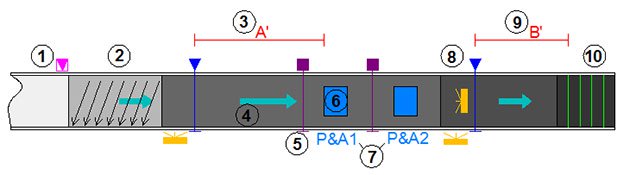
1. Spacing
Consistent gapping (spacing between product) should be created to allow time to print and tamp; otherwise, product could travel past the P&A machine(s) before a label is ready to be applied. The gap will we defined by the print speed of the chosen printer and cycle time of the tamp head. These variables will also help determine the speed of the conveyor. The smallest box height is what will take the longest for the tamp motion if using an overhead apply system. To improve throughput, multiple P&A units can be installed. With two or more P&A machines, labels can be alternated between machines giving a greater throughput because spacing can be reduced.
2. Alignment
Product moving down the conveyor should be justified to one side so a consistent plane of travel is created. This is to ensure product is aligned parallel to the conveyor because the P&A units will be placed in a fixed position, creating a nice orientation for the label to be applied.
3. P&A Position
Distance “A”, shown in figure 1, should be based on a four second time window. This four seconds is saved for the control system to capture and send the correct print file over an Ethernet communication protocol. The P&A machines should have an internal memory queue (RAM) for the print files so multiple products can travel down the line at one time. That way when one label prints and applies, the next print file in the queue can print as soon as the tamp head returns to its home position.
4. Conveyor Belt
It's important to choose a conveyor belt that allows product to travel straight without wobble, consistent drive, and also provide enough friction so the product doesn’t move or skew drastically when the P&A tamp is activated. Typically, a wheel encoder will be placed below the belted conveyor to count encoder pulses used for controls’ product tracking.
5. P&A Photo Eyes
A height identification sensor and tracking/detection photoelectric sensor (purple photo eye in figure 1) is needed to track and detect the height of product moving along the conveyor. Height detection is needed for a top apply application because of the variation in the time it takes to tamp at different heights. A taller box will take less time to apply a label, so the control signal to apply a label would come later than tracking a shorter box down the line. If a side or bottom apply is the application of choice, then the height detection sensor isn’t needed, the tamp cycle time would always be the same. Solid state relays should be used to mute the tracking sensor if a tamp signal isn’t needed.
6. Status
The control system (PLC) should be able to tell if the P&A machine is online and accepting labels. Other control signals needed include fault status and home position status. It’s also important that the P&A control panel be accessible to the operator.
7. Cycle Time
The number of P&A units needed is determined by the system throughput. Product can be inducted onto the P&A conveyor at a faster rate if more than one unit is used because product can be alternated between each P&A. Another consideration is downtime. Consideration needs to be given to backup units so product can continue to flow if one of the units goes down. If none of the units are online, then product would be held at position 1 and nothing would be released onto the print and apply conveyor line.
8. QC Verification
To ensure the operation stays in sequence, a verification scanner is recommended. A decision will be made at position 8 if the barcode is correctly applied and then track to position 10 if a reject is needed for a quality check (QC). Product should be held at position 1 if out of sequence is ever detected, and product already on the line will continue to the reject area at position 10. Operators should follow a procedure to reset the P&A’s memory queue needed to get the units back in sequence.
9. QC lookup
Distance “B”, shown in figure 1, should be based on a three second time window. This window is needed for the communication between the warehouse control system (WCS) and warehouse management system (WMS), but if a WMS isn’t used, then this window can be shortened.
10. QC Reject
A reject will catch all the mistakes that the P&As make. Typical reasons for rejects include misapplied labels, skewed label, and also an out of sequence apply.
Have questions? We invite you to learn more about our industrial controls services or request a quote for your next print and apply system.
Comments
No comments have been posted to this Blog Post
Leave a Reply
Your email address will not be published.
Comment
Thank you for your comment.